Site Search

Robot production line characteristics
(1) The production line adopts welding, transfer, transportation, inspection, polishing, and palletizing methods, which have the benefits of high automation, high unit output ratio, short logistics channels, and strong production flexibility.
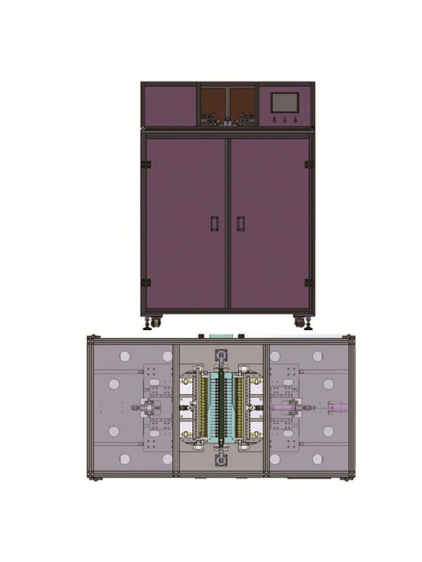
(2) The three-axis positioner is driven to rotate by a servo motor and communicates with the robot. The positioner can complete 360° overturning and safe and continuous normal operations at any position, and the robot has a joint control function for the positioner. The welding fixture is a pneumatic fixture.
(3) Use digital pulse inverter welding machine, compare DC welding machine, choose pulse transition method to weld, greatly reduce the heat input during welding process, reduce the deformation of the workpiece after welding, the weld quality is good, the shape is beautiful, and the application Pulse welding machine, basically no spatter after welding.
(4) Use forced water-cooled welding cooling water tank with forced cooling function and adjustable water temperature to ensure the cooling effect of the welding torch, together with a flow detection switch and maintenance air flow detection equipment to ensure the reliability of welding.
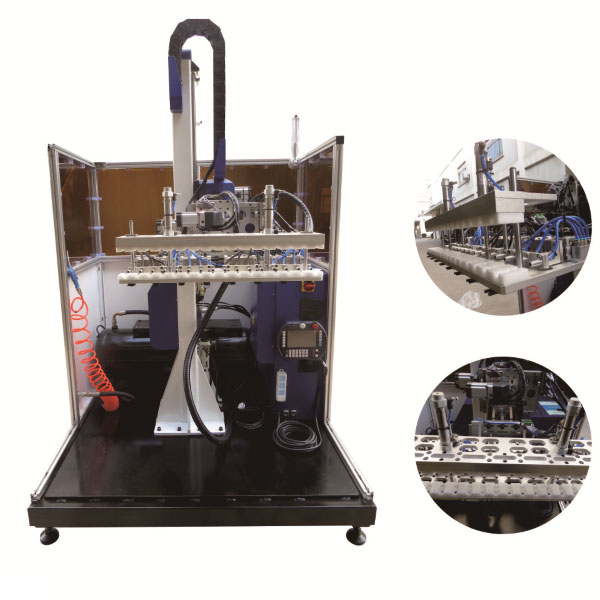
(5) Each axis of the robot body, external axis, and each axis of the positioner are equipped with brake equipment and safety monitoring equipment. The peripheral equipment of the station is emergency stop button. In the event of a risk, the operator can sensitively and continuously operate equipment near the workpiece . The 6-axis intelligent anti-collision skills reduce the collision force to 30%, and can quickly recover.
(6) The system is equipped with gun-cleaning and wire-cutting organization, including wire-cutting organization and equipment for spraying anti-splash oil. The gun cleaning, wire cutting and oil injection system picks up the welding slag thoroughly and satisfies the requirements of no one to do it. It does not affect the welding seam tracking and maintenance gas activities, and does not damage the welding torch. Rubber and plastic machinery automation.
Welding characteristics of the robot
(1) Temporary stop, power-off automatic recovery function. Arc abnormality, power-off, and temporary continuous time and minutes occurred in welding. After removing the fault element or the temporary continuous cause, the command is called when restarting, and the arc is automatically blocked from the arbitrary direction. The azimuth rehabilitation can also be used to set the offset of the arc blocking azimuth (the amount of translation in the direction of the welding line based on the arc blocking azimuth), and to specify the stack of welds and the remaining part of the welding.
(2) When welding is completed (when the arc OFF command is executed), the welding wire is stuck to the workpiece (hereinafter referred to as sticky wire), and the welding wire is automatically blown (and then the arc is applied) to remove the sticky wire. It reaches the function of being able to continue working conditions, and can set the number of touches.
(3) Scratch arc starting function When there are defects such as rust and oil on the surface of the workpiece, the ABB robot can be set to repeatedly scrape the surface of the workpiece with welding wire until the arc is successfully started.
(4) Expert database function The database function is the function of setting registered welding conditions in advance, and calling the set welding conditions through database commands. In addition, the welding conditions of each layer can be set in the database, and multi-layer welding can be performed by setting the welding conditions of the necessary number of layers.
(5) Arc correction function The system is equipped with high-precision straight line, arc, point-to-point difference compensation, straight line + shake, arc + shake difference compensation, curve difference compensation and other functions.
(6) Function of teaching and programming It can be used for manual teaching and programming through ABB's full-color touch screen teaching pendant. Rubber and plastic machinery automation.
(7) Defect self-diagnosis function ABB’s IRC5 robot control cabinet contains a diagnosis file, which contains system setting information and some user storage information. When the robot shows a defect, the system will display the corresponding defect code on the touch screen and check it. Automatic modification.
(8) Arc crater filling function The power supply can accurately control the attenuation of current when closing the arc to fill the arc crater.
(9) Welding torch shaking function ABB robot can set the pendulum and pendulum functions of the welding torch on the touch screen.
(10) External suggestion/continuous function The ABB control cabinet is equipped with an I/O board, which can be extended with suggestions and continuous functions. Rubber and plastic machinery automation.
3. Comparison of production power and yield
The ABB robot production line has gone through many benefits such as automation equipment, reasonable equipment ratio, high-precision repeated positioning, etc., so that the output power and product quality of aluminum alloy pallets are much higher than traditional welding and other single welding robot operating stations. The relevant comparative data is shown in the attached table. Rubber and plastic machinery automation.
4. Conclusion
To sum up, the welding robot production line has certain advantages. It is the most efficient welding production method at the time. The most outstanding problem now is the high equipment investment cost. However, the ABB robot production line introduced by our company has been verified by practice. Compared with traditional welding technology, it saves a lot of production cost. The equipment investment in the early stage can be recovered in about three years, and the service life of the equipment is usually more than 10 years.
At present, the high power, flexibility, automation, and intelligence of the welding process have become an important opening trend for advanced welding equipment. The direction of the multi-robot operation group is opened. We believe that more fields of welding products will be applied to the welding robot production line to maximize the production efficiency.
Knowledge point: The opening of aluminum alloy welding process is different from that of carbon steel. Because the original aluminum alloy has many elements, each alloy element has a different effect on the weldability of the base metal, so it is necessary to open many different filler alloys to get used to these different alloy elements. For example, some primary aluminum alloys have special chemistry, are designed for specific suitable mechanical and physical characteristics, and do not have the best weldability.
The chemical properties of these alloys are not very good, and agglomeration cracks are likely to occur. In order to open the proper welding process and prevent cracked welds, it is necessary to grasp the susceptibility to agglomeration cracking of each different alloy. This welding opening operation is a big project in itself. Many jobs are completed by aluminum base material manufacturers, because they know the reliable welding methods and processes of aluminum, and the aluminum assemblers have completed them. They also know the potential of this new material and look forward to using it. The two forwards of American Welding are ALCOA (Alcoa Corporation of America) and Kaiser Aluminum Chemical Company, both of which have published books; welding of ALCOA aluminum was first published in 1954 (see Figure 1), and welding of Kaiser aluminum was first published in 1967. .
In the era of international competition in modern industry, structural metals must have good weldability. The earliest welding skills suitable for aluminum include hydroxy fuel gas welding and resistance welding. Aluminum arc welding is mainly limited to SMAW (technical arc welding), sometimes called MMA. This welding process uses tubular electrodes. It was soon discovered that this process was not the most suitable for welding aluminum. One of the primary problems is the corrosion caused by flux residue, especially in the filled welds, where the flux remains behind the welds and promotes the corrosion of the welds. Rubber and plastic machinery automation.
The breaking of aluminum as a structural metal was completed with the emergence of the inert gas welding process in the 1940s. For example, GMAW (Gas Metal Arc Welding), also called MIG (Melting Inert Gas Maintenance Arc Welding); GTAW (Gas Tungsten Arc Welding), also called TIG (Tungsten Inert Gas Maintenance Arc Welding). With the use of inert gas to maintain the welding process of molten aluminum in welding, it is possible to produce high-quality, high-load-bearing welds at high speed and in all directions, without corrosive flux.
Today, various skills and welding processes are used to make aluminum and aluminum alloys weldable. The two most recent processes are laser beam welding (LBW) and stir conflict welding (FSW). However, GTAW/TIG and GMAW/MIG welding processes are still the most popular.