Site Search

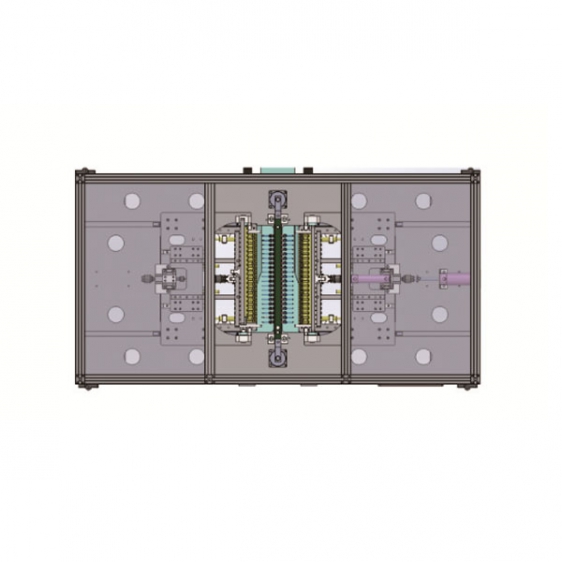
Want to know how the silicone products we often see and use are produced? Take a look at the following introduction to let you better understand it. Kunshan Keshide Automation Machinery Co., Ltd. is an automation manufacturer of rubber injection molding machines.
It is understood that there are two ways to produce silicone products, one is solid-molded products with mixed rubber, and the other is injection-molded products of liquid silicone rubber. What are the differences between these two methods?
The materials of the silicone products made by the first process are vulcanized with peroxides, and require multiple processes such as rubber mixing, open refining, trimming, weighing, molding, and tearing. This process is used to produce silicone products, which are mainly used for low-end silicone products. Rubber injection molding machine automation
The silicone products made by the second process are the two-component sealed barrels of silicone that are directly bought back, and are directly produced by a liquid silicone rubber injection molding machine. After the machine is installed, the entire data movement is carried out in a sealed state. Yes, it does not require human intervention, so it will not be contaminated. The materials used in this process are all platinum vulcanizers, which are very environmentally friendly. It is widely used in high-end occupations such as medical treatment and infant products.

1. Silicone material characteristics A. Silicone material is generally gel-like, somewhat similar to plasticine, colorless, translucent, and tasteless.
B. Its main feature is both high temperature resistance (300℃) and low temperature resistance (low -100℃). It is now cold and high temperature resistant rubber; at the same time, it has excellent electrical insulation and high stability to thermal oxidation and ozone. It is chemically resistant. Lazy. The disadvantage is that the mechanical strength is low, oil resistance, solvent resistance, acid and alkali resistance are poor, it is difficult to vulcanize, and the price is more expensive. Operating temperature: -60℃-+200℃. The above is the explanation of silicone rubber in the manual.
C. Operating temperature: As mentioned above, it is generally set at -40°C to 200°C, and can reach 230°C in a short period of time.
D. Aging problem: oil resistance, acid and alkali resistance are poor, and it has little to do with the stress status.
E. Bonding problem: Before surface treatment, in addition to using silicone products as adhesives to bond with silicone parts, it is necessary to activate the appearance of adhesion with other parts, and the glue surface can be vulcanized to make it stick firmly. Anything that can vulcanize or cross-link rubber is collectively referred to as a vulcanizing agent, also known as a cross-linking agent. There are many types of vulcanizing agents, and they are still being added. The vulcanizing agents currently used include sulfur, selenium, tellurium, sulfur-containing compounds, metal oxides, peroxides, resins, quinones, and amines. Rubber injection molding machine automation
F. Material hardness: According to the Shore hardness, the plastic parts can be selected between 10 degrees and 80 degrees theoretically in the domestic market. The ones that can be easily found are generally between 20 degrees and 70 degrees, and commonly used are between 40 and 50 degrees. Rubber injection molding machine automation
2. Production process A, material shape and color of silicone products.
B. After color matching and mixing, the milky white silica gel is transformed into various colored sheets.
C. After mixing and shaping, press the material into strips and cut them into strips.
D. Vulcanization molding.
E. Trimming, dismantling, checking and packaging.
F. Product drawing.
3. Product size and characteristics A. Limit size: The thickness can be 15-20MM, if it is a sphere, the diameter can be 30MM. Generally, the recommended thickness is not more than 3MM. When it is more than 3MM, it will take more curing time and increase the cost. In theory, the thickness can reach 0.2MM, but in the planning, the thickness is generally 0.3MM, and 0.4MM is recommended.
B. Relative scale: In terms of thickness difference, it is recommended that the thickness difference should not exceed 3 times. Such problems mainly depend on the temperature and pressure requirements of the material during vulcanization.
C. Shrinkage rate. The shrinkage rate of silicone materials is related to the hardness of the materials. The secondary materials supplied by manufacturers are mostly between 1.022-1.042. For materials of 40 to 50 degrees, the shrinkage rate is generally 1.03. Compared with plastic, silicone products will not have similar obvious appearance defects due to shrinkage.
D. Scale accuracy: Because silicone products are mostly one mold with multiple holes, there are many holes compared to plastic products. Therefore, it is not as convenient as plastic products in terms of scale control. The general accuracy is plus or minus 0.1, and the high-precision product is plus or minus 0.05. When the cooperation is used for the cooperation between the hole and the button of the plastic part, the minimum gap is 0.1 per side, and the recommended value is 0.2 per side.
E. Appearance planning: For rubber sleeve parts, it is generally sufficient to provide the original drawing to the mould factory according to the appearance drawing of the product. The clarification of cooperation issues is left to the mould factory's own decision. Under normal circumstances, depending on the size of the product, the cooperation between the rubber sleeve and the product is generally a negative error of 0.2-0.5 on one side. Rubber injection molding machine automation